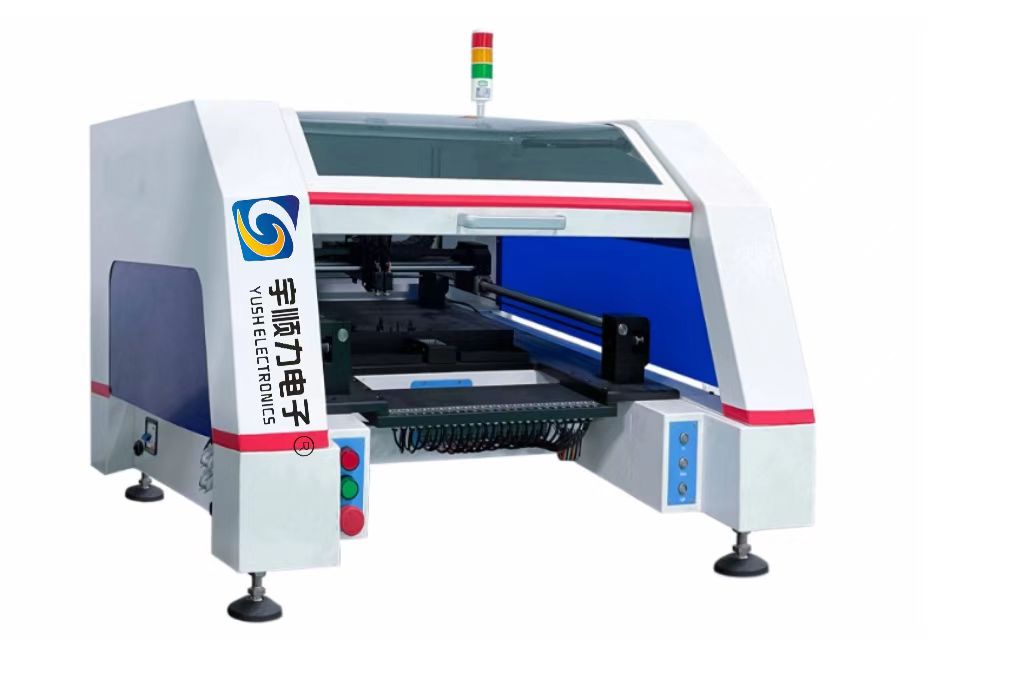
产品用途:
适用于高密度FPC、FFC与PCB、连接器之间的热压焊接工艺。
特点:
1、因应不同产品,升温速度可供调选。
2、特种材料焊接头,确保产品受压平均。
3、备有真空功能,调节对位更容易。
4、温度数控化,清楚精密。
5、备有数字式压力计,可预设压力范围。
6、微电脑控制,准确稳定
7、可编程曲线包括预热及回流焊温度
8、适用于各种高密度TAB、TCP压接及FPC、FFC与PCB焊锡压接
9、振动小,噪音低,电压不波动.
10、焊头使用钼合金取代传统钛合金,升温降温快,传热系数好,耐腐蚀。
11、单头双夹具设计,效率高,节约用工成本。
脉冲热压机规格:
1、机器尺寸:700×800×950mm(长/宽/高)
2、工作尺寸:200×260mm
3、机器重量:110kg
4、工作气压:0.4-0.7Mpa
5、电源:AC220V±10% 50HZ,2300W
6、升温设置:两段设置,4个预存程序
7、工作环境:10-60℃,40%-95%
8、焊接压力:1~50Kg
9、温度设置:室温~500℃误差±5℃
10、热压时间:1~99s
11、热压精度:0.2mm
12、热压头尺寸:90X5mm
设备操作描述:
热压机设备主要参数是:温度,时间,压力,控制住这三要素,焊接产品就稳定。热压机焊接的产品一般是,PCB/FPC/FFC这几种产品用焊锡相互连接,达到功能。
焊接产品,準确地设定以上参数非常重要。一个好焊点大概使焊锡充沛地焊接两个外表,在两个零件外表发作熔锡.要使以上参数有效地合作,才干焊出良品。
FPC是由两层聚酰亚胺及铜铂组成。FPC的操作温度规模在130至200度.可饱尝高达300度短时间焊接温度。由於PCB与FPC在焊接时,会给压头带来散热效应(FPC和PCB会吸收热量,当压头下压后,由於被焊资料与压头周围空气对流,会致使压头散热)。加上FPC在0.02~0.12厚度之间,所以到焊接面时可能发作50至80度的损耗.所以在设定温度时应加上损耗的温度.(焊锡熔点加损耗温度).
参数值及其设定规模:
一,加温速度档的设定
加温速度档有8个档位,(1档至8档), 1档加温快, 8档加温慢.其设定与压头的宽窄有关.窄头(10mm)用慢的加温档(即6,7,8档),宽头如80mm)用快的加温档(即1,2,3档)。
二,温度与时间的设定
温度设定分叁段: 预热,焊接,和降温。
1、首段预热温度设定:使焊盘锡点到达将熔的状况.其设定值為锡的熔点温度左右.无铅在230度左右.有铅在180度左右.时间设定在2至4秒.预热设定的优点有:
(1)、压头温度上升到焊接温度(包含坚持温度的设定时刻)大概需求几秒鐘,在这时间,助焊剂活化,经过去掉氧化层来进步熔锡.预热一般在过大的产品的散热多,或是当应用了软弱的基板(如陶瓷)需求以愈加受控的方法加热以避免决裂.
(2)、在第二段加温时,使焊盘的锡活动较好,可以顺畅的前后活动.否则在第二段加温时,压头突然上升到锡的熔化温度,致使焊盘锡上的焊锡在有压力的情况下,突然熔化,而焊盘两端的温度低,使锡无法前后活动,致使左右活动而短路.
2、第二段加热温度的设定:使FPC与PCB彻底衔接在一体,其设定值依据所焊接的原料而定.一般情况下:有铅為230至320度左右.无铅為280至350度左右.因产品不一样,压头巨细不一样,致使散热快慢不一样. 依据散热多少,来设定温度.
注意:FPC的电解沉积铜在0.03mm以下时,两段温度也不要设的太高.大概在锡彻底熔化的温度即可.若温度太高,经过FPC传到焊接面的温度也会过高,致使锡产生很强的活动性.简单形成短路及锡珠。而且产品会因为温度高变色。温度设的太低会致使雪花式短路.
以下是一个参考数值:
无铅產品榜首段温度设定规模:230至280:第二段温度设定规模:280至350度.
有铅產品榜首段温度设定规模:200至230:第二段温度设定规模:230至320度.
3、第叁段冷却温度设定。其设定是让两焊接面充沛冷却至凝结。避免压头在焊接完產品后,焊点未凝结就上升,此刻FPC会随压头一同上升,形成脱焊。冷却温度设定太低会下降生產功率,其温度设定在180度左右即可.
三,压力设定
一般设定规模在:0.08至0.14MP.低於这个设定规模, 可能会致使气缸升降缓慢,或焊接不结实和虚焊。若压力过高,易產生锡珠短路,变形损坏FPC与PCB。



分体选择性波峰焊接机SW-320S全自动 PCB 电路板焊接机 小型锡炉 微型波峰焊机 厂家直销 小型焊接设备 微型波峰焊 小型锡焊机 PCB 焊接设备 迷你波峰焊机 全自动小型锡炉 桌面式波峰焊
桌面式选择性波峰焊ESW-320全自动 PCB 电路板焊接机 小型锡炉 微型波峰焊机 厂家直销 小型焊接设备 微型波峰焊 小型锡焊机 PCB 焊接设备 迷你波峰焊机 全自动小型锡炉 桌面式波峰焊

一体式选择性波峰焊全自动 PCB 电路板焊接机 小型锡炉 微型波峰焊机 厂家直销 小型焊接设备 微型波峰焊 小型锡焊机 PCB 焊接设备 迷你波峰焊机 全自动小型锡炉 桌面式波峰焊

【小型波峰焊 迷你桌上型】全自动 PCB 电路板焊接机 小型锡炉 微型波峰焊机 厂家直销 小型焊接设备 微型波峰焊 小型锡焊机 PCB 焊接设备 迷你波峰焊机 全自动小型锡炉 桌面式波峰焊



干冰清洗机重量50KG模具清洗机PCBA清洗机模塑胶毛刺清洗机波峰焊清洗机汽车发动机清洗金属件油污清轮胎清洗高端电源清洗

桌面型锣板机 PCB锣板机 万能邮票孔锣板机 PCB分板机锣板机 离线式pcb分板机 电路板PCBA锣板机生产厂家 曲线式PCB分板机

干冰清洗机重量50KG模具清洗机PCBA清洗机模塑胶毛刺清洗机波峰焊清洗机汽车发动机清洗金属件油污清轮胎清洗高端电源清洗







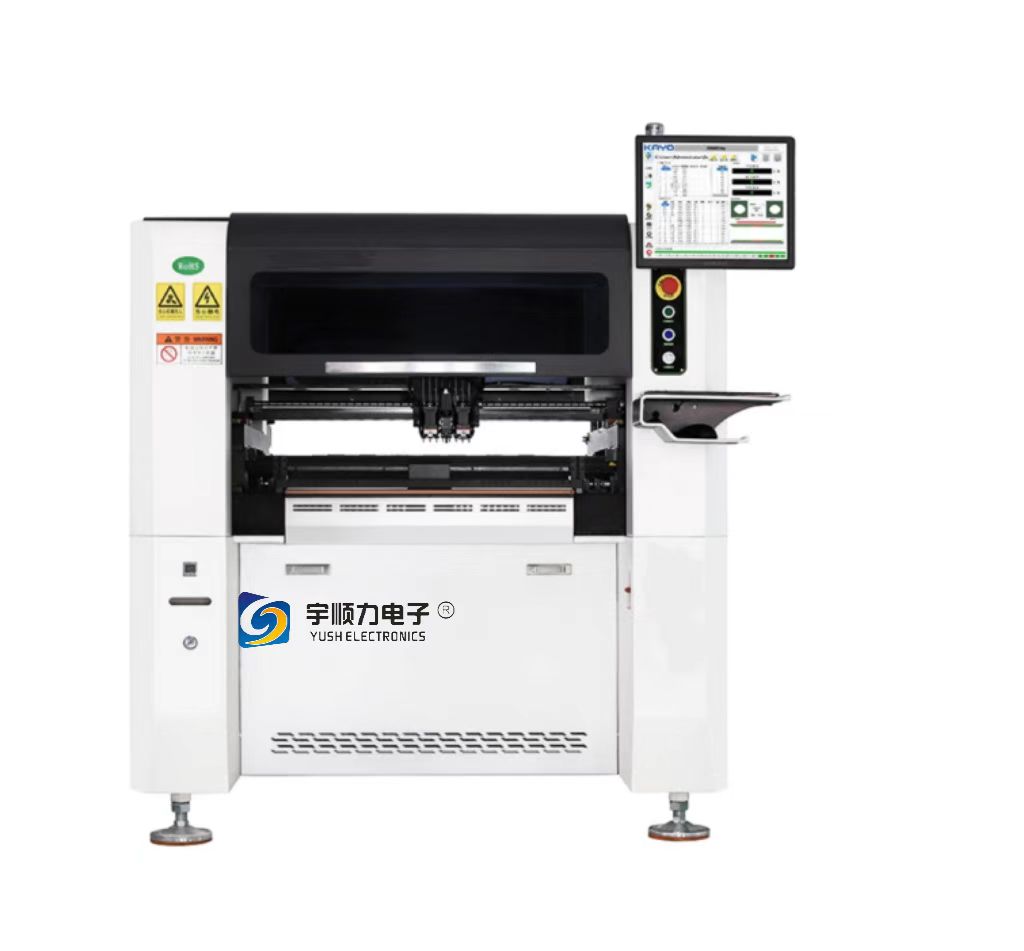
产品用途:
适用于高密度FPC、FFC与PCB、连接器之间的热压焊接工艺。
特点:
1、因应不同产品,升温速度可供调选。
2、特种材料焊接头,确保产品受压平均。
3、备有真空功能,调节对位更容易。
4、温度数控化,清楚精密。
5、备有数字式压力计,可预设压力范围。
6、微电脑控制,准确稳定
7、可编程曲线包括预热及回流焊温度
8、适用于各种高密度TAB、TCP压接及FPC、FFC与PCB焊锡压接
9、振动小,噪音低,电压不波动.
10、焊头使用钼合金取代传统钛合金,升温降温快,传热系数好,耐腐蚀。
11、单头双夹具设计,效率高,节约用工成本。
脉冲热压机规格:
1、机器尺寸:700×800×950mm(长/宽/高)
2、工作尺寸:200×260mm
3、机器重量:110kg
4、工作气压:0.4-0.7Mpa
5、电源:AC220V±10% 50HZ,2300W
6、升温设置:两段设置,4个预存程序
7、工作环境:10-60℃,40%-95%
8、焊接压力:1~50Kg
9、温度设置:室温~500℃误差±5℃
10、热压时间:1~99s
11、热压精度:0.2mm
12、热压头尺寸:90X5mm
设备操作描述:
热压机设备主要参数是:温度,时间,压力,控制住这三要素,焊接产品就稳定。热压机焊接的产品一般是,PCB/FPC/FFC这几种产品用焊锡相互连接,达到功能。
焊接产品,準确地设定以上参数非常重要。一个好焊点大概使焊锡充沛地焊接两个外表,在两个零件外表发作熔锡.要使以上参数有效地合作,才干焊出良品。
FPC是由两层聚酰亚胺及铜铂组成。FPC的操作温度规模在130至200度.可饱尝高达300度短时间焊接温度。由於PCB与FPC在焊接时,会给压头带来散热效应(FPC和PCB会吸收热量,当压头下压后,由於被焊资料与压头周围空气对流,会致使压头散热)。加上FPC在0.02~0.12厚度之间,所以到焊接面时可能发作50至80度的损耗.所以在设定温度时应加上损耗的温度.(焊锡熔点加损耗温度).
参数值及其设定规模:
一,加温速度档的设定
加温速度档有8个档位,(1档至8档), 1档加温快, 8档加温慢.其设定与压头的宽窄有关.窄头(10mm)用慢的加温档(即6,7,8档),宽头如80mm)用快的加温档(即1,2,3档)。
二,温度与时间的设定
温度设定分叁段: 预热,焊接,和降温。
1、首段预热温度设定:使焊盘锡点到达将熔的状况.其设定值為锡的熔点温度左右.无铅在230度左右.有铅在180度左右.时间设定在2至4秒.预热设定的优点有:
(1)、压头温度上升到焊接温度(包含坚持温度的设定时刻)大概需求几秒鐘,在这时间,助焊剂活化,经过去掉氧化层来进步熔锡.预热一般在过大的产品的散热多,或是当应用了软弱的基板(如陶瓷)需求以愈加受控的方法加热以避免决裂.
(2)、在第二段加温时,使焊盘的锡活动较好,可以顺畅的前后活动.否则在第二段加温时,压头突然上升到锡的熔化温度,致使焊盘锡上的焊锡在有压力的情况下,突然熔化,而焊盘两端的温度低,使锡无法前后活动,致使左右活动而短路.
2、第二段加热温度的设定:使FPC与PCB彻底衔接在一体,其设定值依据所焊接的原料而定.一般情况下:有铅為230至320度左右.无铅為280至350度左右.因产品不一样,压头巨细不一样,致使散热快慢不一样. 依据散热多少,来设定温度.
注意:FPC的电解沉积铜在0.03mm以下时,两段温度也不要设的太高.大概在锡彻底熔化的温度即可.若温度太高,经过FPC传到焊接面的温度也会过高,致使锡产生很强的活动性.简单形成短路及锡珠。而且产品会因为温度高变色。温度设的太低会致使雪花式短路.
以下是一个参考数值:
无铅產品榜首段温度设定规模:230至280:第二段温度设定规模:280至350度.
有铅產品榜首段温度设定规模:200至230:第二段温度设定规模:230至320度.
3、第叁段冷却温度设定。其设定是让两焊接面充沛冷却至凝结。避免压头在焊接完產品后,焊点未凝结就上升,此刻FPC会随压头一同上升,形成脱焊。冷却温度设定太低会下降生產功率,其温度设定在180度左右即可.
三,压力设定
一般设定规模在:0.08至0.14MP.低於这个设定规模, 可能会致使气缸升降缓慢,或焊接不结实和虚焊。若压力过高,易產生锡珠短路,变形损坏FPC与PCB。